Illustrations of laser cladding
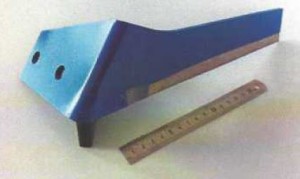
 laser hardfacing: scrapers, knives |  shafts and bushes | 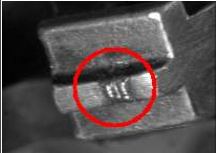 microlaser hardfacing on clamps |
 microlaser hardfacing on tools |  ploughs | 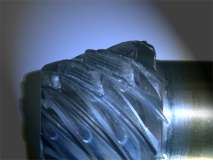 repair of gear parts |
Characteristics of laser cladding
Laser cladding is the technology for wear resistant hardfacing of the future. A metallic powder or wire is molten in the laser beam and deposited onto a metal substate. The nozzle system can either be co-axial or lateral. The laser beam has two funtions, preheating the substrate and melting the metal powder or wire.This way a perfect metallurgical bond between substrate and deposit is assured.
 buse + CN | 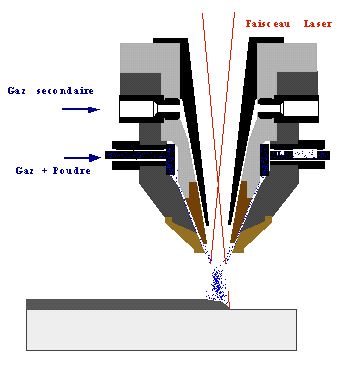 laser beam |
Advantages of laser cladding
- automatic CNC process
- deposit thickness 0,3-2 mm/layer
- high precision in the deposit layer: tolerances 0,1 mm
- perfect metallurgical bonding, no risk for debonding
- no porosity, high density of the deposit
- no cracks
- delution with the substrate: less than 1 %, so the optimal characteristics of the deposit are assured on the whole thickness
- heat-affected zone (HAZ) reduced and virtually no deformation
- a wide range of deposit metals
 |  |
 |  |
 |  |
 |  |
 |
|
Applications for laser cladding
- repair of worn out parts and tools
- wear resistant hard facing
- turbine parts
- corrosion protection deposits based on steel, tool steel (M2, M4,…) , stainless steel 300, 400,..
- cobalt based: stellite 1, 6, 12, 21, 25
- nickel based: Hastelloy, NiCrBSi, Inconel 600, 625, 718,…
- aluminium based: Al + 5 à 60% Si
- copper based: Cu + 10% Al,…
- carbides: tungsten carbides, titanium carbides, Ni Cr B Si,…
 stellite grade on steel E24 G x 1000 |  depot stellite 6 |